
Rapid prototyping (RP)
rapid manufacturing (RM)
3D Printing
 |
Sauber (Australia GP 2011) like many other teams runs non carbon brake ducts which are manufactured via Rapid manufacturing method. This method can produce components faster with reduced manufacturing time up to 90%, and cheaper. RM and RP can achieve extreme structural accuracy and be able to create almost any shape . |
Many Formula 1 teams runs non carbon brake ducts, parts of floor, air ducts and many more parts which are manufactured via Rapid prototyping method (RP). Actually, this type of manufacturing is called rapid manufacturing (RM), but how is done is the same, only used materials are different. Rapid Prototyping or manufacturing decreases development time by allowing corrections to a product to be made early in the process, mistakes can be corrected and changes can be made while they are still inexpensive. RP or RM can achieve extreme structural accuracy and is able to create almost any shape. The parts are first designed on a CAD (Computer Aided Design) system and then with the help of a 3D laser printing technology are being manufactured layer by layer until the model is completed from material in powder form.
Rapid Prototyping (RP) or rapid manufacturing (RM) can be defined as a group of techniques used to quickly fabricate a scale model, usable part or assembly using three-dimensional CAD data. What is commonly considered to be the first RP technique, Stereolithography, was developed by 3D Systems of Valencia, CA, USA. The company was founded in 1986, and since then, a number of different RP techniques have become available.
Process of creating models or final usable parts
Although several rapid prototyping techniques exist, all employ the same five-step process:
- Create a CAD model of desired part
Build the object using a Computer-Aided Design (CAD) software package. The designer can use a pre-existing CAD file or may wish to create one for prototyping purposes. This process is identical for all of the RP or RM building techniques.
- Convert the CAD model to .stl (stereolithography) computer format
The second step is to convert the CAD file into .stl format. The various CAD packages use a number of different algorithms to represent solid objects. To establish consistency, the .stl format has been adopted as the standard of the rapid prototyping industry. Since the .stl format is universal, this process is identical for all of the RP build techniques.
- Slice the .stl file into thin cross-sectional layers
In the third step, a pre-processing program prepares the .stl file to be built. Several programs are available, and most allow the user to adjust the size, location and orientation of the model. Build orientation is important for several reasons. First, properties of rapid prototypes vary from one coordinate direction to another. For example, prototypes are usually weaker and less accurate in the z (vertical) direction than in the x-y plane. In addition, part orientation partially determines the amount of time required to build the model. The pre-processing software slices the .stl model into a number of layers from 0.01 mm to 0.7 mm thick, depending on the build material. Each PR machine manufacturer supplies their own proprietary pre-processing software.
- Construct the model one layer atop another
The fourth step is the actual construction of the part. Using one of several techniques RP machines build one layer at a time from WINDFORM carbon fiber filled materials, polymers, plastic, paper, ceramic or powdered metal. Most machines are fairly autonomous, needing little human intervention.
- Clean and finish the model
 The final step is actually post-processing. This involves removing the prototype from the machine and detaching any supports. Some photosensitive materials need to be fully cured before use. Manufactured parts may also require minor cleaning and surface treatment. Sanding, sealing, and painting the model will improve its appearance and durability.
The final step is actually post-processing. This involves removing the prototype from the machine and detaching any supports. Some photosensitive materials need to be fully cured before use. Manufactured parts may also require minor cleaning and surface treatment. Sanding, sealing, and painting the model will improve its appearance and durability.
 |
Metal part produced using RM method with metal 3D printing |
A natural extension of RP is rapid manufacturing (RM), the automated production of parts directly from CAD data. Currently only a few final products are produced by RP machines, but the number will increase as metals and other materials become more widely available and cheaper. RM will never completely replace other manufacturing techniques, especially in large production runs where mass-production is more economical.
For short production runs, however, RM is much cheaper, since it does not require tooling. RM is also ideal for producing custom parts tailored to the user’s exact specifications. The other major use of RM is for products that simply cannot be made by subtractive (machining, grinding) or compressive (forging, etc.) processes. This includes objects with complex features, internal voids, and layered structures.
 |
The Audi RSQ, car from "I-robot" movie was made by Audi with rapid prototyping industrial KUKA robots |
In the 21st century, rapid prototyping and manufacturing process in motorsports is a world apart from the earliest techniques. In the world of motorsports, time is everything, and with competitive stakes so high, every team wants to be ahead when it comes to the designing, wind tunnel testing, and race track testing of their racer. Even in the stellar world of Formula 1, there’s only so much money you can spend. The sooner the model is built, the sooner can it be tested on the track. That’s why rapid prototyping and rapid manufacturing is so important.
The aerodynamic testing in the wind tunnels is a major element in the entire manufacturing procedure, which is arrived at only after a successful rapid prototyping of the final assembly of the vehicle is done.
Rapid prototyping and manufacturing in motorsports involve the use of solid freeform fabrication techniques to arrive at the physical model of the sports car (scaled or full scale), which begin with a blueprint of the final aerodynamic design of the part or indeed, whole car. This design is taken from the drawing board to the computer.

Aston Martin LMP1 prototype car design for 2011 competition was entirely prototyped with help of RP. One of the big questions surrounding the design and development of the AMR-ONE is just how did George Howard Chappell and his team develops a car from scratch in just six months. One tool they employed was a pre release version of PTC’s Creo, another was highly advanced 3D printing. The Stratasys Dimension Printer was used to mock up the chassis, driver controls and engine of the race-car. Also, 3D printer produced prototypes for concept and aero testing of Aston Martin’s new chassis. Aston Martin Racing is also exploring the idea of using the 3D printer to make finished parts to bolt onto the car. One item being considered is the front wing splitters used for aerodynamic flow.
 |
|
Manufacturers are using advanced technology as well, giving rise to bring about a drastic improvement in the overall quality of the rapid prototyping and manufacturing product. Commercially used materials for the rapid manufacturing of motorsports vehicles, include carbon filled WINDFORM material used by almost any Formula 1 team. Aim is to test as many iterations of desired parts as possible with cost as low as possible. Problem was a team model shop physically making parts by hands with long production time and high costs. Today racing teams including Formula 1 are using a lot of WINDFORM carbon fiber filled materials both for wind tunnel models and for the racing cars.
 |
Today RedBull Racing is using a lot WINDFORM carbon filled materials both for wind tunnel model and for the racing car. On the picture, part of the floor. |
Next step required by all F1 teams is the direct metal deposition or sintering, in order to design parts without manufacturing constraints. In this way team can make quick design modifications during the season, such as to change the suspension fittings on wheel uprights to improve vehicle dynamic performance or add ribs to increase stiffness and reliability, or to repair broken parts. Of course main requirement is the direct sintering of composite metals or very high performance alloys.
Think about metal for a moment, or more precisely think about how it’s constructed and shaped. There are three main methods familiar to all of us: casting (pouring it into a mould), forging (beating it into shape) and machining (carving from a solid block). Well, now you can add a fourth to that list: printing. Or, more technicaly, selective laser sintering (SLS).
Sounds strange? Printing a 3D object in metal? But it’s far from science fiction – in fact it’s now being used by a few F1 teams to improve the performance, reduce the weight and cut the lead times of certain parts.
So, how does it work?
You start with a fine metal powder – any metal that can be welded, but most often titanium since it’s difficult to machine and costly to process. The powder sits in hoppers and a single layer around 20-30 microns (0.02-0.03mm) thick is spread on a platform by a recoating arm. Using the CAD data, a precision laser then ‘draws’ shape of part, melting/welding the first layer before the platform drops 20-30 microns. Another layer of powdered metal is spread out and the laser goes to work again. And repeat many times over. It’s fascinating to watch as the 0.5mm-wide laser dances and zaps over the powder, throwing sparks into the inert argon gas chamber. The whole operation is contained in and leaving an impression behind that’s then covered up by the recoating arm. The laser itself penetrates beyond a single layer, bonding (welding) the layers to each other. At the end of the process it’s just a matter of removing the welded piece and dusting the excess powder off. Finished parts may also require minor cleaning and surface treatment like sanding.
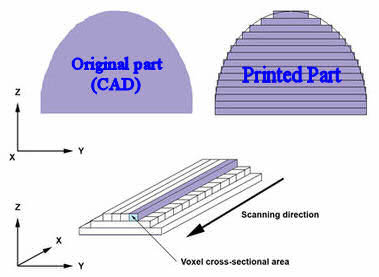 |
The use of additive manufacturing for rapid prototyping takes virtual designs from computer aided design (CAD) or animation modeling software, transforms them into thin, virtual, horizontal cross-sections and then creates successive layers until the model is complete. It is a WYSIWYG (What You See Is What You Get) process where the virtual model and the physical model are almost identical. Laser zaps over the powder in determined patern to create final product. |
There are limitations: EADS’ largest machine has a chamber that measures a 60 centimeters by 60 centimeter deep, so that’s the maximum component size – and if you were to build something that size it would take around 2 days. But still much faster and cheaper then hand made parts.
The beauty is that complexity of the manufactured part doesn’t cost anything. The metal is worked at a molecular level, and the laser can draw any shape you like – structures can be left hollow or layered and unused powder is fed back into the hoppers and reused.
Formula 1 is a sweet spot for this technology as they use high value and low quantity of parts. Rumor has it that since Daimler is a major shareholder in EADS, leader in metal printing technology, several parts of the 2011 Mercedes GP car could be built using metal RM.
 |
Formula One roll structure made using the SLS process from titanium powder stock |
One company closely involved with Formula One teams in the area of rapid prototiping and manufacturing has gone so far to produce a complete roll hoop to demonstrate the capabilities of its manufacturing process. A roll hoop is a complex component required to fulfil a number of important tasks. Its primary function is to protect the driver’s head in the cockpit, but also to act as an air intake, as a camera mount and a pick-up for lifting the car with the crane.
The roll hoop is one of the highest points on an Formula One car, and a traditionally built roll hoop is a heavy component to have so high up. Any reduction in weight could be highly beneficial from a vehicle dynamics perspective, so the company set a target weight for the hoop of 1 kg – a potential weight saving of 1-2 kg over a traditionally manufactured item. The resulting roll hoop is produced from Ti6-Al-4V titanium alloy, so it is both lightweight and strong, and contains internal features that would be exceedingly difficult and costly to produce using other manufacturing methods. The part has maintained its aerodynamic line, and features an area to allow for the addition of a camera mount or other component. Although it has not been subjected to FIA crash tests and is not manufactured for any specific car, it was modelled and subjected to FEA assessment to ensure it would meet the same requirements as a traditionally manufactured part.
The latest tweak in the rapid manufacturing processes in F1 is Red Bull Racing’s decision this year (2011) to have two rapid prototyping machines travelling to the races inside the trucks. It is not clear whether the machines involved use stereolithographic and laser sintering techniques (the different being that the first uses photopolymer resin and the second powders which are melted together by the power of a laser beam. In both cases, the laser fuses the material while scanning a cross-section. The process is repeated with a new layer being added with each scan, until a finished piece is completed. The processes are now so advanced that metal parts can be created although most of the work is with things such as brake ducts. The biggest problem with these systems is getting the data from computers at the factory, where a part is designed, to the transporter, but this means that new parts are available on site and do not have to be flown out once the work is done. They will simple slot on to the car.




